

PC抗应力开裂解决办法
发表时间:2026-05-26
PC抗应力开裂解决办法
基于PC 材料具有以上优良的物理化学性能,使电器附件行业中的家用开关、插座产品在先后经历了酚醛塑料(电木粉)、ABS 热塑性塑料后,各生产厂家最后基本上均采用了PC 塑料作为产品表面的非金属材料,PC除能满足电工行业开关、插座产品的所有安全标准要求外,还具有产品成型速度快,外观光洁漂亮的特性。
但其致命的弱点——制件的残留内应力较大,在使用过程中如使用不当就会存在应力开裂问题,最终影响产品的使用性能。产品开裂,轻者影响外观,重者影响产品的使用性能,甚至会出现用户在使用过程中发生触电,造成人身安全事故,给用户和企业造成重大损失,因此
PC产品应力开裂问题是生产厂家需要面对和解决的痛点。
下面,就PC 材料在电器附件行业产品的生产使用中所出现的开裂问题和解决方案,给大家一一进行剖析。
PC材料产品的开裂问题的解决,是个复杂且综合的问题,根据实际工作经验,得出需要从以下几个方面对产品质量进行控制和改进,才能有效防止产品开裂问题的批量发生。
原材料控制
PC 材料的一个重要指标为分子量的高低,其检测指标为熔体流动速率(MFR)。高分子量的聚碳酸酯分子链长度更长,链间缠结数目更多,分子间的作用力更大故抗开裂能力更强。较高的分子量其熔体流动速率较低,流动性能较差,但成型制件的强度更高。熔体流动速率的高低不仅代表了材料的力学性能,同时直接影响材料的价格和塑胶件成型的效率。也可添加东莞市胜浩塑胶原料有限公司的PC专用抗应力开裂剂SH031,操作简单,可直接共混注塑成型。PC制品达到打螺丝不爆开(不开裂),同时提高抗冲击强度提高韧性。具体用法用量请来电咨询13711968020。
回收料的控制
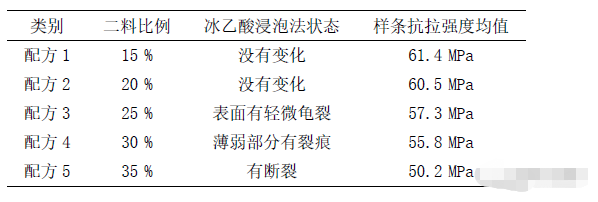
在产品注塑生产过程中,生产厂家都会在原材料中适当加入生产过程中产生的废料和水口,需要注意的是加入的回收料必须要处理干净,不得有油污混入。结合注塑厂多年现场生产实例表明(表一),回收料的总比例应控制在20 % 以下。
表一:不同比例二料注塑成型的对比结果
产品设计及装配工艺改善
为消除塑胶件成品应力开裂现象,工程技术人员在设计产品之初,要考虑注塑零部件装配成成品的状态,防止装配后零部件相互配合尺寸出现过赢状态,从而使某一注塑零部件长期处于受力变形的风险;如果此问题无法彻底避免,则需要对长期受力零件的部位结构进行加强(如过渡部分进行加筋或倒角等)。对于成品塑胶件的验证,一般会采用冷热冲击法进行试验,具体方法为:随机抽取20 个以上的成品,放入冷热冲击箱里,低温段为-40℃,高温段为+80 ℃,各温度段时间为4 h,冲击50 个周期,如没有发现产品开裂即为正常。
注塑模具的设计改善
优化浇口位置及数量
模具设计时,浇口位置及数量的设计应保证熔体均匀快速地充满型腔;尽量使熔接线和熔接痕出现在不敏感区域,从而减少注塑件开裂的风险。
避免塑胶件直角连接,增加倒角,圆弧过渡
避免塑胶件直角连接,增加倒角,圆弧过渡
所有PC 材料的塑胶模具,其产品型腔内部要避免出现锐角和直角部位,若连接的部分是锐角和直角,应在角尖的部分进行倒角,使其圆滑过渡,避免在连接部位产生应力集中问题,防止日久后塑胶件在此部位发生开裂现象。
此外,适当加大流道,取消非必要的横向加强筋,增加纵向加强筋,增大脱模斜度,顶出装置设计成大面积顶出,少使用金属内嵌件(无法避免时,在成型前需将嵌件预热至200 ℃,以降低开裂风险)等手段,均对解决应力开裂问题有明显效果。
注塑过程的工艺控制
原材料干燥、注射速率、注射温度、注塑压力、成型周期、模具温度等等工艺因素均影响PC 注射成型制品质量,已有相关文献所阐述,如原材料充分干燥,减少微量水分对热熔体催化裂解的可能;注射速度不宜快,否则易出现熔体破裂现象;后续热处理消减内应力等。
其中聚碳酸酯应力开裂的研究中通过对料温、模温、压力及保压时间做正交试验分析得到,模具温度是影响PC 制件应力开裂的主要因素,模温增高则应力开裂时间延长,但过高会降低缺口冲击强度;料温对较薄壁厚(4~5mm)有显著影响,保压时间对较厚壁厚(10 mm)有显著影响,而注射压力无明显影响。
对于电器附件行业生产厂家而言,模具通常保持在80~120 ℃(适当高一些100 ℃左右),且为保持模温的恒定,建议加模温机;料温适当低一些,机筒温度一般控制在250 ℃左右,逐段降低机筒温度,特别是前两段的温度;并缩短保压时间,注射压力适中。
此外,PC材料注塑过程中,要避免大吨位的注塑机生产小克数的产品,以成品重量约为注塑机容量的40 %~60 % 为最佳,防止粒子在注塑机料筒里长时间加热而引起原材料的分解。
结论
目前,PC 材料应用前景十分广阔,尤其在电器附件行业应用日益扩大,但由于聚碳酸酯材料的结构特征及注塑工艺条件的限制,不可能完全避免内应力;而应力释放过程缓慢,其周期短则两三天,长达一年以上,最后导致产品开裂,给生产厂家带来大量损失;故在生产过程中,厂家要尽量减小内应力或避免应力集中而造成产品开裂,从原料——回收料——产品结构设计及装配——模具设计——注塑工艺各环节严格控制、层层把控以减少应力开裂问题。笔者总结的聚碳酸酯在电器附件行业应用中的应力开裂问题和解决方案对生产有一定的指导作用。
此外,适当加大流道,取消非必要的横向加强筋,增加纵向加强筋,增大脱模斜度,顶出装置设计成大面积顶出,少使用金属内嵌件(无法避免时,在成型前需将嵌件预热至200 ℃,以降低开裂风险)等手段,均对解决应力开裂问题有明显效果。
注塑过程的工艺控制
原材料干燥、注射速率、注射温度、注塑压力、成型周期、模具温度等等工艺因素均影响PC 注射成型制品质量,已有相关文献所阐述,如原材料充分干燥,减少微量水分对热熔体催化裂解的可能;注射速度不宜快,否则易出现熔体破裂现象;后续热处理消减内应力等。
其中聚碳酸酯应力开裂的研究中通过对料温、模温、压力及保压时间做正交试验分析得到,模具温度是影响PC 制件应力开裂的主要因素,模温增高则应力开裂时间延长,但过高会降低缺口冲击强度;料温对较薄壁厚(4~5mm)有显著影响,保压时间对较厚壁厚(10 mm)有显著影响,而注射压力无明显影响。
对于电器附件行业生产厂家而言,模具通常保持在80~120 ℃(适当高一些100 ℃左右),且为保持模温的恒定,建议加模温机;料温适当低一些,机筒温度一般控制在250 ℃左右,逐段降低机筒温度,特别是前两段的温度;并缩短保压时间,注射压力适中。
此外,PC材料注塑过程中,要避免大吨位的注塑机生产小克数的产品,以成品重量约为注塑机容量的40 %~60 % 为最佳,防止粒子在注塑机料筒里长时间加热而引起原材料的分解。
结论
目前,PC 材料应用前景十分广阔,尤其在电器附件行业应用日益扩大,但由于聚碳酸酯材料的结构特征及注塑工艺条件的限制,不可能完全避免内应力;而应力释放过程缓慢,其周期短则两三天,长达一年以上,最后导致产品开裂,给生产厂家带来大量损失;故在生产过程中,厂家要尽量减小内应力或避免应力集中而造成产品开裂,从原料——回收料——产品结构设计及装配——模具设计——注塑工艺各环节严格控制、层层把控以减少应力开裂问题。笔者总结的聚碳酸酯在电器附件行业应用中的应力开裂问题和解决方案对生产有一定的指导作用。


