

塑胶原料超声波焊接效果分析 塑胶焊接助剂
发表时间:2024-04-13超声波是指频率超过人耳听觉上限,即大于20000Hz,的一种声波,它具有方向性好、穿透力强等特点。
超声波能够获取较为集中的声能,现实中常被用于测距、检测、清洗、焊接、碎石,杀菌等方面,设计工业、军事、医疗等行业。
而今天要讲的超声波焊接就是一种应用了超声波特性的先进的连接技术,这项技术在过去的几十年中得到了广泛的应用和发展,它通过将高频振动能量转化为热能,将两个或多个材料表面熔合在一起,从而实现连接。
超声波焊接技术起源于20世纪50年代,当时它被用于连接金属薄板。
随着技术的不断发展,超声波焊接的应用范围逐渐扩大,涉及塑料、橡胶、陶瓷、玻璃等众多材料领域。同时,超声波焊接的技术和设备也不断升级和完善,提高了焊接效率和稳定性。
超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。
超声波每秒振动数十次或数千次。这种振动会传递到与塑料部件直接接触的接触面上。由于焊接区域的边界具有较大的声阻抗,因此会产生高温。
塑料是一种非常差的热导体,在将塑料的状态从固态变为液态之前无法散热。施加一点压力,这会使两个部分融合在一起,一旦超声波信号停止,零件就会再次变硬。
这能让两个部件之间形成干净且非常坚固的焊缝,焊缝的强度接近在注塑成型过程中形成的原材料的强度。
一套超声波焊接系统的主要组件包括超声波发生器、换能器、变幅杆、焊头三联组、模具和机架。
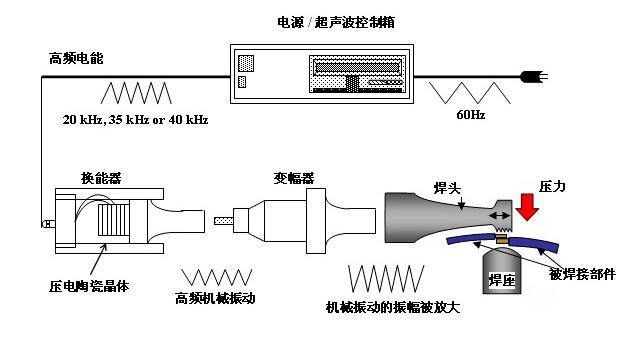
超声波发生器将低压低频电能转化位高压高频电能,如20KHz,上千伏电压,传输到换能器,换能器内部有压电式陶瓷,压电效应把电能转换为机械能,即超声波震动。
超声波再经过调幅器和焊头,最终传递到两个焊件的接触面,在压力和温度的共同作用下,通过自由电子形成化学键,实现粘结。
超声塑料焊接的原理,存在两种解释:
第一种摩擦理论:
即两种焊材被焊头和底模夹持住,在一定的压力下,焊头把高频低幅的震动传递到接触面,摩擦升温,实现粘结。
第二种声阻理论:
声音在一种材料中的传播速度是固定的,当到达接触面时,A固体-空气-B固体,声阻发生了变化,声能被转化为热量,促使熔点低的焊材先熔化,在压力下形成化学键。
超声波焊接 · 材料
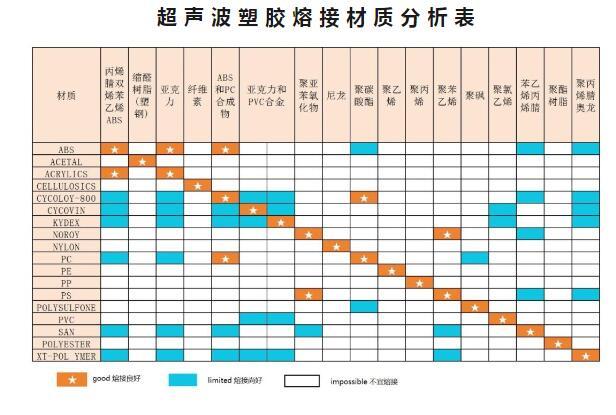
一般来说,像PC、PA、PE、PS、PPE等材料用于超声波完成焊接是可以的。尤其是ABS、PS这两种焊接效果比较好。
选择这样的材料不仅美观,还能在后期去掉很多的麻烦,这是因为超声波焊接时需要提高振动幅度、加长焊接时间,材料往往耐磨系数比较低。

常见超声波焊接用料
? ABS材料:苯乙烯共聚物,质轻、兼具轫性、刚性、抗冲击与耐化学品性,用途广泛,这种材质导热性佳,适合用超声波焊接机焊接。
? PS 材料:聚苯乙烯系塑料,热塑性树脂,外观是光泽透明的珠状或粒状的固体,对水及化学物的抗蚀性强,绝缘性佳,适用于挤出或压出成形,多用于各种玩具、装饰品、盂洗设备、透镜等的产品使用。材料弹性系数高,适合用超声波焊接机焊接。
? PA材料:材质强轫,耐磨损,摩擦系数极低,耐酸,常用作轴承、齿轮、管子、厨房用具、毛刷等。用超声波熔接时,因熔点高,所需熔接时间长,熔接前先经烘干会较易熔接。
? PP材料:聚丙烯成型性好,制品表面光泽好。聚丙烯最突出的性能就是抗弯曲疲劳性。
? PC材料:耐热,有绝佳透明性,拉伸及曲折强度高,常用于镜片,如热管、过滤器等。因熔接点高,所需熔接时间长。由于材质具吸湿性,熔接前应先烘干。
? 高密度PE材料:比重小,在低温及室温下富柔曲性,防水、防蚀、可制成各种颜色。密度越高越适合于超声波熔接。
此外,某些酯酸织维性物质焊接比较困难,因为接受面不容易吸收能量,在超声波焊接振动时过热容易出现局部变色。
超声波焊接 · 优缺点
优点
?焊接速度快
?焊接强度高
?密封性能好
超声波焊接技术是传统焊接/粘合工艺的合适替代品。整个操作过程很干净,因为它不使用有害溶剂或胶水,同时也不会损坏产品。
该技术在生产过程中也易于实施,故障率低,在很大程度上,能有有效地降低生产成本。
缺点
零件只能在焊接系统允许的尺寸范围内突出。焊接接头形式和尺寸范围有限。
当塑料件的厚度和硬度增加时,焊接所需的功率与塑料的参数呈指数增长。这增加了超声波焊接机的制造成本。
如果功率要求过大,音响系统的设计制造和工艺效果会产生一系列难以解决的问题。因此,该技术更普遍地局限于细线、箔片和片材等薄部件。
该技术现状将超声波焊接系统的接头形式限制为搭接接头,并受到工具头的限制。
超声波焊接 · 应用
按照行业划分,可以用于汽车、电子、半导体、纺织,医疗等众多领域。
超声波技术既可以单独使用,在一些比较复杂的工艺中,也可以和红外等技术结合使用,可以大幅提高工作效率。
1950 年,超声波焊接技术在美国发明诞生,该技术作为一种高效塑料制品连接方式在工业上能够缩短产品生产时间,提高产品效益因此受到广泛应用。随着时代的发展,超声波塑焊产品从原来单一的塑料制品逐步发展到塑料、无纺布、包装、打印耗材、医疗、电子、电器、汽车、文具玩具、生活用品等各个领域。面对不同应用市场的各种需求,超声波焊接以其快捷、高效、清洁和牢固等特点而著名。
交通业:超音波可通过计算机程序控制来实施对大件和不规则工件的焊接如:保险杠、前后门、灯具、刹车灯等。
随着以塑代钢的趋势发展,汽车部件也越来越多的采用超音波焊接。特别是这两年兴起的新能源汽车行业也开始广泛应用,如电池领域等。
家电:通过适当的调整可用于:手提日光灯罩,蒸气熨门、电视机外壳、收录、音机透明面板、电源整流器、电视机壳螺丝固定座、减蚊灯壳、洗衣机脱水槽等需要密封、牢固和美观的家电产品。
包装:软管的封口,特殊打包带的连接。
玩具业:由于采用了超音波技术使产品清洁、高效、牢固,免除使用螺丝、粘合剂、胶水或其他辅助品,降低了生产成本,使企业在市场的竞争力大大增强。
医疗:新冠抗原检测试剂盒中,卡扣设计的试剂卡上下塑料片的开模成本高。使用超声波焊接可以在确保焊接密封一致性以及试剂卡的测试性能的前提下,帮助制造商以尽可能快的速度完成装配。
超声波焊接 · 问题与解决
问题:超声波焊接后,内部零件破坏
解决:靠超声波塑料焊接机本身的水平螺丝,或贴较薄的胶带或铝箔来克服
一般认为超声波塑料焊接机作业时,产品与模具表面只要接触准确就可以得到理想的熔接效果,但实际上超声波既然是摩擦振动,就会产生音波传导的现象。
另一方面上模输出的能量,每一点都有其误差值,并非整个面发出的能量都相同。就这整体而言,势必产生产品熔接线熔接程度的差异。
?提早超声波发振时间(避免接触发振)
?降低压力、减少超声波焊接时间(降低强度标准)
?减少机台功率段数或小功率机台
?降低超声波模具扩大比
?底模受力处垫缓冲橡胶
?底模与制品避免悬空或间隙
?上模掏孔后重测频率
?上模掏孔后贴上富弹性材料(如硅利康)
问题:超声波焊接后,发现产品尺寸不稳定怎么调
解决:
?增加熔接安全系数(依序由熔接时间、压力、功率)。
?检查超声波上模输出能量是否足够(不足时增加段数)。
?检查模具定位与产品承受力是否稳合。
?修改超声波导熔线。
问题:超声波焊接后,产品发现毛边或溢料
解决:
?降低压力、减少超声波焊接时间(降低强度标准)。
?减少机台功率段数或小功率机台。
?降低超声波模具扩大比。
?使用超声波机台微调定位固定。
?修改超声波导熔线。
问题:塑料产品材质配合不当
解决:每一种塑料材质的熔点各有不同,例如ABS塑料材质的熔点约115℃,耐隆约175℃,PC在145℃以上,PE约85℃为例:ABS与PE二种材质的熔点差距太大,超声波焊接势必困难。而ABS与PC两种材质,亦有差距,并没有前面两项差距那么大,也是可以进行熔接的,但在超声波功率相同,能量扩大相同的情况下,相异的塑料材质,绝对无法比相同材质的熔接效果好。


